![]()
Kategorien

CNC-Präzisions-Bohrfutter.
Für Metall-und Holzbearbeitungsmaschinen mit rotierenden Werkzeugen.
Technische Daten.
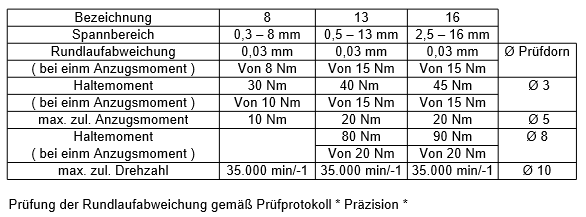
** Alle CNC-Bohrfutter werden mittels eines Sechskant-Quergriffschlüssels
seitlich über einen Kegeltrieb gespannt (siehe Bedienungsanleitung).
Für den Einsatz des Bohrfutters ist am Sechskant-Quergriffschlüssel
ein Anzugsmoment von 8 Nm bzw.15 Nm ausreichend. Dabei entsteht
ein Haltemoment, am gespannten Werkzeug von 30 Nm, 40 Nm bzw. 45 Nm
(Werte gemessen an einem gereinigtem Hartmetallstift).
Die mit den CNC-Bohrfuttern erreichbaren höheren Haltemomente sind als
zusätzliche Sicherheit zu sehen und sind für den üblichen Einsatz
nicht notwendig.
*** Die CNC-Bohrfutter sind "ungewuchtet" für einen Einsatz bis 7000 U/min geeignet.
Für die Anwendung bei Drehzahlen über 7.000 min-1 bis 35.000 min-1
(z. B. in der Alu- oder Holz-bearbeitung) müssen die Bohrfutter zusätzlich gemäß
den Wuchtklassen gewuchtet werden - unter Berücksichtigung
von Drehzahl und Wuchtgüte.
Bei den CNC-Bohrfuttern gibt es 2 Varianten:
1. ohne Kühlmittelzufuhr
2. zentrale Kühlmittelzuführung
Die CNC-Bohrfutterköpfe können mit allen Formen von maschinenseitigen
Grundkörpern kombiniert werden.
BEDIENUNGSANLEITUNG
Spannen und Lösen des Werkzeuges
Um eine fehlerfreie Funktion der CNC-Bohrfutter zu gewährleisten,
beachten Sie bitte folgende Anweisungen:
Achtung:
Das Werkzeug darf nur bei stillstehender Spindel
oder außerhalb der Maschine gespannt werden
Das Bohrfutter (Pos.1) wird mit einem Sechskant-Quergriffschlüssel (Pos. 3)
seitlich über einen Kegeltrieb gespannt. Drehen Sie den Schlüssel im
Uhrzeigersinn, um das Bohrfutter zu spannen; gegen den Uhrzeigersinn, um
das Bohrfutter zu öffnen. Dies ist auch an der Ritzelbohrung gekennzeichnet.
("+" für schließen oder spannen)
(”-” für öffnen)
1. Schritt
Öffnen Sie die Spannbacken des Bohrfutters weit genug,
um das Schneidwerkzeug (Pos. 2) einzulegen.
...............................................................................................................................................
2. Schritt
Das Werkzeug (Pos. 2) muß bis zum Anschlag in das Bohrfutter (Pos. 1) gesteckt werden,
damit der Werkzeugschaft immer auf der ganzen Spannbackenlänge anliegt.(Bild 1)

.............................................................................................................................................
3. Schritt
Drehen Sie den Schlüssel (Pos. 3) mit dem angegebenen Anzugsmoment
(siehe Tabelle) im Uhrzeigersinn, um das Werkzeug ordnungsgemäß zu spannen.(Bild 2)

Achtung:
Keine Verlängerung oder Anzugshilfe verwenden. Bei einem größeren Anzugsmoment
als angegeben, kann der Kegeltrieb zerstört werden. Hierbei ist das Ritzel die
Sollbruchstelle, um größere Beschädigungen am Bohrfutter zu verhindern.
..........................................................................................................................................................
4. Schritt
Überprüfen Sie nach dem Spannvorgang, ob das Werkzeug zentrisch gespannt ist.
Achtung:
Keine konischen Schäfte spannen - Unfallgefahr !
...........................................................................................................................................................
5. Schritt
Das Bohrfutter ist betriebsbereit und kann in die Maschinenspindel eingespannt
werden. (Bild 3)

...............................................................................................................................................................
6. Schritt
Zum Lösen des Werkzeuges drehen Sie den Schlüssel gegen den Uhrzeigersinn
und entnehmen das Werkzeug.
Wartung und Reinigung
Die CNC-Bohrfutter sind wartungsfrei.
Die Bohrfutter sollten nach dem Gebrauch mit einem sauberen Lappen
gereinigt werden.
Bevor Sie die Bohrfutter einlagern, reiben Sie diese bitte mit Öl ein,
um Korrosion vorzubeugen.
Achtung:
Zur Reinigung der Bohrfutter keine Druckluft verwenden, da feine
Späne in den Spannmechanismus gelangen können.
Nicht mit Lösungsmittel reinigen, da dies Korrosion verursachen würde.
Reparatur
Im Reparaturfall bitten wir Sie, das Bohrfutter an uns zurückzusenden.
Nur bei Reparatur durch uns kann die ordnungsgemäße Funktion der
Bohrfutter und eine Rundlaufabweichung < 0,03 mm gewährleistet werden.
Beim Einsetzen der Bohrfutter in die Maschinenspindel oder ein Magazin
sind die allgemeinen Bedienungs- und Sicherheitshinweise des
Maschinenherstellers zu beachten.
Garantieleistung laut den Richtlinien und Bedingungen des VDMA.
Kühlmittelversorgung I.K und I.K.T
IK - Innere Kühlmittelzufuhr
IKT - Innere Kühlmittelzufuhr mit Teleskopspindel
Werkzeugseitige Anpassung
Die CNC-Bohrfutter besitzen zur Abdichtung zwischen Werkzeug und
Bohrfutter eine PFTE-Dichtscheibe. Um eine saubere Abdichtung über
den ganzen Spannbereich zu erreichen, bedarf es zweier Größen.
Bei 08:
Die erste Größe deckt den Spannbereich bis 4 mm,
die zweite den Spannbereich über 4 mm ab.
Bei 13/16:
Die erste Größe deckt den Spannbereich bis 6 mm,
die zweite den Spannbereich über 6 mm ab.
Die zweite Größe ist im Bohrfutterkopf eingebaut,
die erste ist im Lieferumfang enthalten.
Auswechseln der Dichtscheiben
1. Schritt
Drehen Sie die Spannbacken mit dem Sechskant-Quergriffschlüssel gegen
den Uhrzeigersinn bis auf größtmöglichen Spannbereich auf. (Bild 1)

...................................................................................................................................................................
2. Schritt
Schrauben Sie das Montagewerkzeug (Pos. 1) in die Dichtscheibe ein.
(Bild 2) Das Montagewerkzeug ist im Lieferumfang nicht enthalten.

..............................................................................................................................................................
3. Schritt
Ziehen Sie die Dichtscheibe aus dem Bohrfutterkopf heraus. (Bild 3)

.............................................................................................................................................................
4. Schritt
Montieren Sie die passende Dichtscheibe in umgekehrter Reihenfolge.
Achtung:
Die Bohrung in der Dichtscheibe muß kleiner sein
als das zu spannende Werkzeug.
Maschinenseitige Anpassung der Kühlmittelzuführung
nach Form AD/B
Das System der Kühlmittelzuführung erlaubt es, die gängigen Formen der
Kühlmittelversorgung in einem maschinenseitigen Grundkörper nach
Form AD/B zu kombinieren.
Das System ermöglicht die Kombination folgender Ausführungen:
“Form AD” zentrale Kühlmittelzuführung über durchgehende Bohrung (Grundeinstellung).
“Form B” zentrale Kühlmittelzuführung über den Bund.
Um die CNC-Bohrfutter auf die Art der Kühlmittelversorgung der Maschine anzupassen,
genügt es, die Position zweier Gewindestifte zu ändern.
Die Gewindestifte (mit Schraubensicherung niedrigfest gesichert) dichten dann jeweils
die Bohrung zur alternativen Kühlmittelzufuhr ab.
Grundeinstellung Form AD

Die 2 Kühlmittelbohrungen im Bund sind durch die Gewindestifte
geschlossen.
.................................................................................................................................................................
Form B
Um das Bohrfutter von der Grundeinstellung nach “Form B” einzustellen,
werden mit einem Sechskantschlüssel
SW 2,5 (Pos. 1) die Gewindestifte von
Pos. 2 auf Pos. 3 tiefer in die Bohrung “B” gedreht.

Somit öffnen die Gewindestifte die Kühlmittelversorgung über Bohrung “B”.
Maschinenseitig wird das Kühlmittel durch den Anzugsbolzen ohne Bohrung abgedichtet.
..............................................................................................................................................................
Form AD (Bild 3)
Um das Bohrfutter wieder nach “Form AD” einzustellen, werden die Gewindestifte
Auf Pos. 2 zurückgedreht. Die Gewindestifte blockieren somit wieder die Bohrung “B”.
Maschinenseitig erfolgt die Kühlmittelversorgung durch den Anzugsbolzen mit Bohrung

Nehmen Sie Kontakt mit uns auf und informieren Sie sich näher zu unseren Angeboten.
Wir helfen Ihnen gerne weiter.
Bei weiteren Fragen stehen wir gern zu Verfügung.
Web: www.HUBER-IHV.de
E-Mail: Info@HUBER-IHV.de
Es gelten unsere Verkaufs- und Zahlungsbedingungen.
Alle Angaben ohne Gewähr Zwischenverkauf vorbehalten
» Aktuell keine neuen Produkte


Kontaktieren Sie uns
Wir sind 24 Stunden, 7 Tage die Woche, für Sie erreichbar
Telefon-Nr.+49176 24585199
Nehmen Sie Kontakt mit uns auf
Folgen Sie uns